Clarification of Generation of Electron Spin Spirals in Iron Film of Nanometer Thickness – First Observation of Unique Electronic State Existing Only in Direction of Spin Spiral - (Press Release)
- Release Date
- 17 Feb, 2010
- BL17SU (RIKEN Coherent Soft X-ray Spectroscopy)
RIKEN
Japan Synchrotron Radiation Research Institute
Key research achievements
• Measurement of the electronic states in electron spin spirals in an iron film of nanometer thickness with a face-centered cubic structure using a soft X-ray
• Observation of difference in electronic states between the direction of the spin spiral and other directions
• Contribution to the clarification of specific phenomena in thin-film materials leading to the development of next-generation magnetic materials using spintronics
|
RIKEN (Ryoji Noyori, President) and Japan Synchrotron Radiation Research Institute (JASRI; Tetsuhisa Shirakawa, President) have clarified by angle-resolved photoelectron spectroscopy*4 using a soft X-ray that electron spin spirals*2 in an iron film of nanometer thickness with a face-centered cubic structure*1 are generated by a flat Fermi surface,*3 which only exists in the direction of the spin spiral along which spin changes, using SPring-8 facilities. This was achieved through joint research by Professor Shik Shin, a team leader (also a professor at the Institute for Solid State Physics, The University of Tokyo) and Jun Miyawaki, a research scientist of the Excitation Order Research Team, Quantum Order Research Group at RIKEN SPring-8 Center (Tetsuya Ishikawa, Director), and Haruhiko Ohashi, an associate chief scientist, and Yasunori Senba, a research scientist of JASRI. Iron is an important metallic element that has long been used for tools and is used as a magnetic material today. Iron exhibits exceptional behavior in response to changes in temperature, different from that of other materials. Usually, materials become more densely packed when the temperature decreases. However, when the temperature of iron decreases, its structure changes from face-centered cubic to body-centered cubic,*1 which contains more space, at 911 °C. It is considered that this exceptional change in the crystal structure is closely related to the magnetic property of iron. Room-temperature iron, which has a body-centered cubic structure, is magnetic because all the spins of the isolated electrons are aligned in the same direction. On the other hand, iron with the face-centered cubic structure has various magnetic properties because the electron spins are aligned in the same direction or in opposite directions depending on the size of the lattice. In particular, the existence of a unique magnetic property called the "spin spiral" was predicted 40 years ago. However, because it is difficult to obtain iron with the face-centered cubic structure at room temperature, its properties have not yet been clarified. It has been reported that an iron film with a face-centered cubic structure can be obtained at certain nanometer film thickness (five to eleven atomic layers) during the growth of iron crystals on a copper substrate with a face-centered cubic structure and that electron spin spirals are obtained. On the basis of this report, the researchers examined the electronic states in an iron film with a thickness of eight layers (1.6 nm thick: one nm is equal to a billionth of a meter) by soft X-ray angle-resolved photoelectron spectroscopy. As a result, they found that the electronic state in the direction perpendicular to the surface of the thin film, which is the direction of the spin spiral along which spin changes, differs from the electronic state in the in-plane direction. In particular, they clarified that the spin spirals are generated by the flat Fermi surface, which only exists in the direction of the spin spirals. These findings are expected to lead to the fundamental clarification of the complex magnetic properties of iron in terms of its unique structural changes and to provide significant help in understanding magnetic materials in terms of their electronic states. Also, there are high expectations for the application of the magnetic properties of iron. For example, iron can be used as a material in next-generation magnetic memories using spin transfer torque.*5 Moreover, the technology developed for measuring the electronic states in the in-plane direction and the direction perpendicular to the surface will be useful for clarifying the unique properties observed in thin-film samples of both elements and their oxides. These research achievements were published online in the American scientific journal Physical Review Letters on 12 February 2010 (13 February, Japanese time). Publication: |
<Figure>
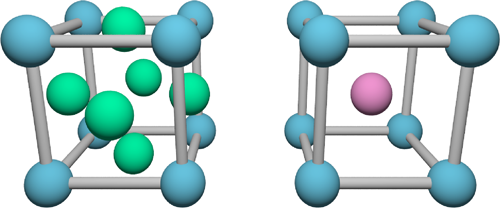
(left) unit cell of face-centered cubic structure and
(right) unit cell of body-centered cubic structure. When the temperature of iron decreases, its structure changes from face-centered cubic to body-centered cubic, which contains more space.
Iron with a face-centered cubic structure has been predicted to have various electron spin states depending on the size of the cubic lattice.
of nanometer thickness fabricated on copper substrate
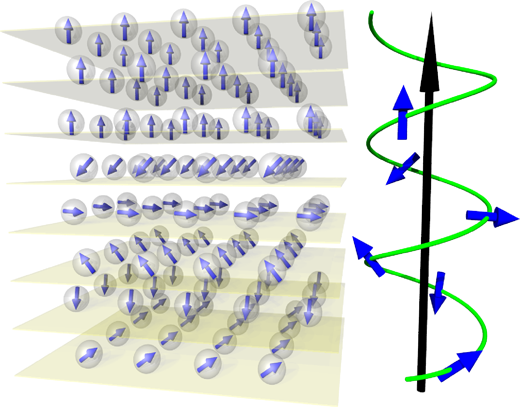
Previous experimental results have clarified that, in the eight-layer iron film fabricated on a copper substrate, the spins in the two surficial layers are aligned in the same direction and that spin spirals changing in the direction perpendicular to the surface of the film exist in the third and lower layers. Each cycle consists of 2.6 to 2.7 layers.
surface of eight-layer iron film of nanometer thickness fabricated on copper substrate
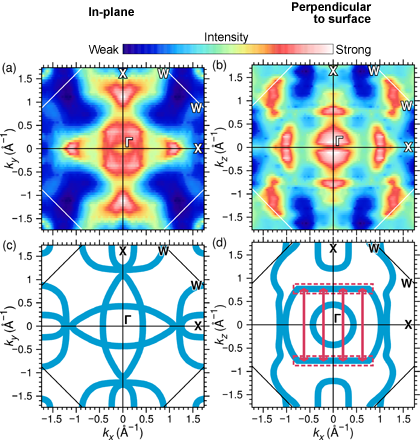
(a) and (b): Experimentally obtained intensity maps in in-plane direction and direction perpendicular to surface of film at Fermi surface
(c) and (d): Fermi surface in in-plane direction and direction perpendicular to surface of film obtained from intensity maps
The rectangles indicated by the red dotted lines are the flat Fermi surfaces generating spin spirals. The length and direction of the arrows connecting the rectangles correspond to the cycle and the direction of spin spirals, which agree with previous experimental results.
<Glossary>
*1 Face-centered cubic structure and body-centered cubic structure
These are types of crystal structures. In addition to having atoms at the corners of a cubic lattice (blue balls in Fig. 1), a face-centered cubic structure has an atom at the center of each cubic face (green balls in Fig. 1), and a body-centered cubic structure has an atom in the center of the cube (red ball in Fig. 1). The face-centered cubic structure is the densest structure because there are three atoms at the centers of the faces. On the other hand, the body-centered cubic structure contains more spaces because there is only one atom in a cube.
*2 Spin and spin spirals
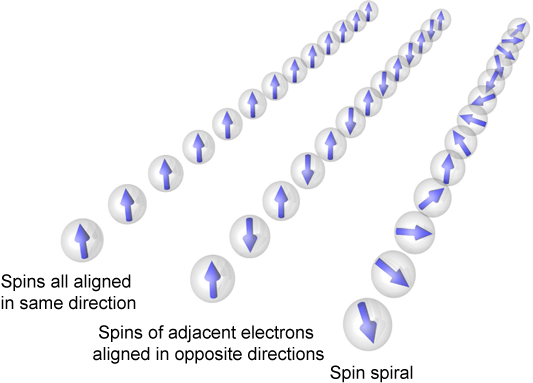
When an electron acts as a small magnet, this property is called spin because it is thought that this property is caused by the spin of an electron. When the spins of adjacent electrons are in the same direction, the whole material is highly magnetized and becomes a magnet. When the directions of the spins of adjacent electrons are opposite, the material is not magnetized. Moreover, there is a state called the spin spiral state, in which the direction of a spin changes slightly from that of the spin of the adjacent electrons, so that the direction of spin changes spirally (Fig. 2).
*3 Fermi surface
A curved surface describing the relationship between the allowable energy of an electron moving in a solid and the momentum of the electron is called the Fermi surface. In the band structure of metals such as iron, part of the band up to certain point is filled with electrons. The boundary between the filled and unfilled energy is called the Fermi level. The Fermi surface indicates how many electrons with a certain momentum exist in the vicinity of the Fermi level and it often has a three-dimensional shape.
*4 Angle-resolved photoelectron spectroscopy
When a material is exposed to light, electrons can receive energy from the light and escape from the material. The electrons that escape from the material are photoelectrons. Photoelectron spectroscopy is an experimental method of examining the electronic states of the material exposed to light on the basis of the relationship between the number of photoelectrons and the energy. The photoelectron spectroscopic measurement of the emission of photoelectrons from the material for each angle is called angle-resolved photoelectron spectroscopy. This method enables the observation of a band structure.
*5 Spin transfer torque
This is the torque to change the direction of magnetization, which is generated when electrons with aligned spins are transferred into a magnetized material. Because the conduction of electrons in a material with spin spirals depends on the direction of the spin spirals, such a material can be used as a memory element.
For more information, please contact: or or |



- Current article
- Clarification of Generation of Electron Spin Spirals in Iron Film of Nanometer Thickness – First Observation of Unique Electronic State Existing Only in Direction of Spin Spiral - (Press Release)