SPring-8新型光電子銃が表面電界強度で世界記録を達成(プレスリリース)
- 公開日
- 2004年08月02日
- BL15XU(広エネルギー帯域先端材料解析)
- BL43IR(赤外物性)
平成16年8月2日
(財)高輝度光科学研究センター
|
(財)高輝度光科学研究センター(JASRI、理事長:吉良爽)の加速器部門(熊谷部門長)は、(株)ネオスとの共同で化学エッチングを無酸素銅製の加速空胴の表面処理に適用し、Sバンド・光陰極高周波電子銃で陰極表面最大電界強度の世界記録を達成した。 この成果の途中経過は8月に開催される第29回リニアック技術研究会で、冨澤宏光博士(JASRI)等が発表を行う予定である。(発表タイトル:化学エッチングの無酸素銅製RF空胴の表面に対する効果)。 |
1.研究の背景
(財)高輝度光科学研究センター(JASRI、理事長:吉良爽)の加速器部門(熊谷部門長)では、ピルボックス型Sバンド・光陰極高周波電子銃空胴(フォトカソードRF電子銃)(用語1)(図1)という独自の空胴を研究開発している。従来の電子銃はブラウン管と同様な熱陰極という方式であった。それに対して、光陰極高周波電子銃は短パルスレーザを駆動光源とする光陰極方式を採用している。この電子銃では、従来の電子銃と比べて低エミッタンス(用語2)の高品質電子ビーム生成が可能になる。また、この電子銃の応用分野は産業利用から基礎研究と広く、具体的には、逆コンプトン散乱(用語3)を利用する医療用小型加速器やSPring-8(用語4)のような第三世代放射光源につづく次世代放射光源、リニアーコライダー等がある。しかし、光陰極高周波電子銃では電子ビームのエミッタンスの増大を抑制するために、高い電界で加速する必要があり、それには、原理的な制限ではないものの、次にあげる3つの大きな技術的問題点があった。
(1)空胴内の放電限界を上げるために長時間のRFコンディショニング(用語5)が必要である。また、表面状態が空胴ごとに異なるため、放電限界に大きなばらつきがある。
(2)陰極として用いられる銅表面が最初から酸化をしているために、電子ビーム生成のための光源紫外レーザを当てていると、酸化膜等が徐々に取れて量子効率が変化し、電子ビーム強度が変化してしまう。
(3)空胴表面処理が量産性と再現性を保証できない。
特に、低エミッタンス生成・加速には、安定した高電界が必要なので、(1)の問題は大きな影響を与える。昨今の高周波電子銃の実用化の要求に応えるため、上記3つの問題点をクリアする表面処理方法を早急に確立する必要があった。
2.研究の手法と成果
光陰極高周波電子銃にとって理想的なのは、陰極表面最大電界強度(用語6)を高く、長期間にわたり安定に維持することである。高電界を実現するには、空胴内面の表面状態を放電しにくい状態にしなければならない。理想的には埃・汚れなど何も付着していない完全な鏡面になっていれば、放電は抑えられるはずである。ところが、以下のような理由で、このような理想表面は簡単には実現できない。
(1)空胴が無酸素銅でできており、その表面が酸化しているためにミクロンサイズの埃粒子がクーロン力で強く付き、この埃粒子自身が放電を誘発する。
(2)表面が汚染していることは、脱ガスの要因となり、局所的に真空度を悪化させ放電の引き金となる。
つまり、加速空胴としての性能を向上させるためには、まず、空胴内表面上の汚染と埃の除去が必須である。しかし、このように表面に強く付いた不純物を除去する洗浄方法によっては、銅表面を物理的に傷つけてしまい、却って放電しやすい表面形状にしてしまうこともある。この状態を打開する有力な方法の1つとして、まず、化学エッチング法(用語7)で最小限の表面粗度に留めて酸化膜を除去(化学的クリーニング)し、続いて、RFコンディショニングで表面形状を整える(物理的クリーニング)という手順を提案した。最小限の表面粗度に留めて最大のエッチング効果を得る条件を決めるのは容易ではないため、そのための表面研究が必要である。JASRI加速器部門では、SPring-8内施設のBL43IRとBL15XUの協力の下で表面分析を行うことで、加速空胴の表面処理に重点をおいて研究を進めてきた。
<2. 1. エッチング処理の再現性の確保>
この化学エッチングでは化学的に銅表面を浸食させるので、その結果としての表面形態が高電界において放電を起こしやすい可能性がある。そこで最適な浸漬時間を決めるため、空胴と同材料のサンプル片(クラス1無酸素銅)によるエッチング試験をまず行なった。エッチング液の濃度、温度および浸漬時間をそれぞれ変化させて表面処理を行ったサンプル銅片を、レーザ顕微鏡と分子間力顕微鏡による表面形態観察(表面の物理状態)、およびフーリエ変換赤外分光装置(FTIR)による表面吸着分子分析(表面の化学状態)の両面から、エッチングによる表面状態の変化を評価し、同時にこの処理方法の再現性も確認した。
この表面形態観察の結果から、表面粗度が変化しないエッチング量(0.3 μm以下)にする条件は,このエッチング液での浸漬時間が2.5分以下であることが分かった(図2、図3、図4)。
一方、FTIRによる測定から、エッチング後の銅表面には振動吸収が観測されないことが示され、以前に試みた高圧超純粋洗浄等に比べ、化学的に表面が汚染されないことが分かった。
以上のことから明らかとなった銅表面の状態を再現しやすい条件で、実際の高周波電子銃空胴を処理した。
<2. 2.世界最高の陰極表面最大電界強度の実現>
今回、無酸素銅製の空胴に対して、化学エッチングを表面処理として採用した。このエッチング処理の方針は、銅製空胴の表面粗度を可能な限り悪化させずに、化学的に清浄な表面を得ることである。ここで粗度が悪化した分は、RFコンディショニングを通じて、高電界で放電を誘発しない程度に整えていくことである。前者は化学的なクリーニングであるのに対して、後者は物理的なクリーニングである。この組み合わせで、理想に近い空胴内面の表面状態が実現できる。
平成14年度の時点で、既に世界記録の陰極表面最大電界強度175MV/mを実現し、安定に電子ビームを生成・加速していたが、RFコンディショニングの時間がかかること、空胴の歩留まりが悪いことなどの問題があった。今回、先述のサンプル試験結果に基づき、最適条件で処理した高周波電子銃空胴をRFコンディショニングした結果、陰極表面最大電界強度で190MV/m、最大表面電界強度で206MV/mを達成し、世界記録を更新した。RFコンディショニング時間も大幅に短縮可能であることも併せて実証した。
3.期待される効果
(1)化学エッチングの適用により、陰極面が清浄化され、従来に比べ初期量子効率が1桁向上した。このことにより、レーザ光源の小型化に繋がることが期待される。
(2)安定な低エミッタンス電子源が可能になり、次世代放射光源や、逆コンプトン散乱による医療用小型硬X線光源等に必要な実用電子銃開発に繋がる。
(3)今回、表面処理方法を確立し、加速空胴表面上で安定に高電界を再現する指針を得たことは、この電子銃の実用化への大きな一歩である。それに留まらず、高電界加速管の研究開発(高エネルギー加速器研究機構と共同研究中)は、産業利用、医療用小型加速器、リニアーコライダー等の進展にも大きく寄与すると期待される。この技術は、社会的に要求される加速器の小形化や低コスト化の面で重要なで、必要な技術である。なお、今回の結果は、2004年7月16日までの23日間のRFコンディショニングの途中結果であり、今後、陰極表面最大電界がさらに高くなるとともに、さらに暗電流(用語8)が減少していくことが期待される。なお、この電子銃の応用研究は、短パルスビームプロジェクト(東京大学大学院工学系研究科原子力工学研究施設(上坂充教授)との共同研究)の一環として行われている。
<参考資料>
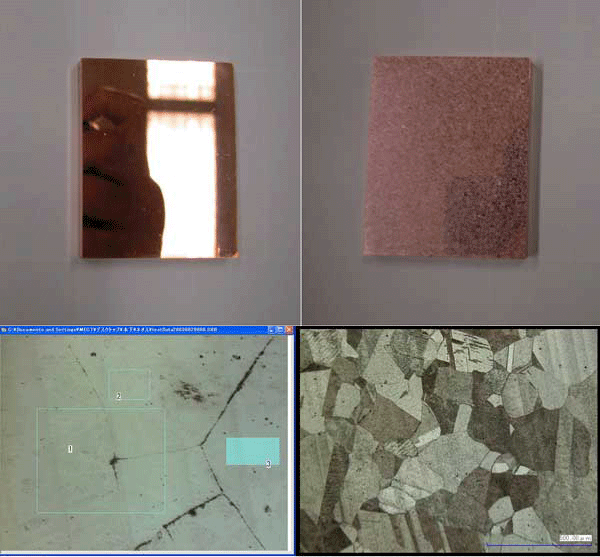
写真上:エッチング前(左);エッチング後(右)
画像下:エッチング前(左);エッチング後(右)
レーザ顕微鏡(キーエンス社製:VK-9500)によるエッチング処理の前後の銅サンプル片の表面形態観察結果の例。空胴表面処理に使用した濃度のエッチング液(硫酸と過酸化水素水の混合液)で処理後の銅は、浸漬時間(20°C)が1分未満でも結晶粒塊が綺麗に表出することが分かった。
浸漬時間が10分間以下について、そのエッチング量(化学天秤で測定)との関係をに示す。
エッチング量が0.3 μm以下では表面粗度があまり変化しないことがわかる。このことから、エッチング量が0.3 μm以下であれば、表面粗度について再現性を保つ作業条件を満たし易いと言える。
<用語解説>
- 1.光陰極高周波電子銃:
光源の短パルスレーザによる光電効果を利用して電子を生成し、高周波空胴による高電界で加速する電子銃。この電子銃は平行性の良い電子ビーム源として優れている。JASRIの独自電子銃は、高周波の周波数が2856MHz(Sバンド)、陰極に空胴内壁の銅、円筒型の単空胴(ピルボックス型)を採用している。フォトカソードRF電子銃と一般的にいう。
- 2.エミッタンス:
ビームの品質を表すパラメータの1つで、平行性の良さを表す。低い(小さい)ほど良い品質を表し、平行度の高いビームであることを意味する。この値が高い(大きい)とビームをごく小さなスポットに収束できないため、この値を低く維持する電子銃の開発が世界的な競争になっている。
- 3.逆コンプトン散乱:
高速で運動している電子に光子が弾き飛ばされた結果、光子のエネルギーが高くなる散乱。レーザ光線と電子ビームを用い、この散乱で得られる高エネルギー光ビームのことを逆コンプトンX線、またはレーザ電子光という。
- 4.大型放射光施設(SPring-8):
兵庫県播磨科学公園都市にある第三世代の大型放射光施設(SPring-8)は、世界最高性能の赤外線からX線までの広い波長域の放射光を発生することができる大型研究施設である。平成9年10月に供用が開始された。SPring-8は、世界最高輝度のX線を発生させることができ、従来のX線発生装置から得られる光の明るさに比べおよそ1億倍も明るく、極微量分析に優れている。本施設は、国内外の産学官の幅広い分野の研究者に広く開かれた共同利用施設として様々な研究開発に利用されており、その管理・運営は、財団法人高輝度光科学研究センタ−(JASRI)が行っている。
- 5.RFコンディショニング:
高電界を利用して電子を加速するための空胴は、一般に新規製作した加速空胴は、すぐに高電界がかからない。そのため、徐々にかける電界を高くし、それに伴う放電により、表面上の汚れの除去や表面形状を整えることをおこなう。最終的に高電界に達するための、一種の慣らし運転のことをいう。RFプロセッシング、またはエージングともいう。
- 6.陰極表面最大電界強度:
電子銃空胴内の陰極上での最大の電界強度のこと。空胴内表面上の最大電界強度は表面最大電界強度といい、両者は一般的に一致しないので区別していう。
- 7.化学エッチング:
酸などの化学薬品によって金属や半導体を侵食させること。集積回路の製造などでは、感光樹脂(レジスト)の着いていない基板部分を除去するのに広く使われる工程。
- 8.暗電流:
光が当たっていない状態でも発生する電荷が原因となり、電圧(バイアス)を印加することで流れる(電子ビームが加速される)電流のことをいう。これが大きいと、ショットノイズや電子ビームパルスのコントラストを悪化させるため、可能な限り小さい方が望ましい。
|
<本研究に関する問い合わせ先> <SPring-8についての問い合わせ先> |
- 現在の記事
- SPring-8新型光電子銃が表面電界強度で世界記録を達成(プレスリリース)